Material flow in the assembly process - Milena Franczyk
INTRODUCTION
Modern manufacturing companies increasingly rely on simulation models to optimize material flow during the assembly process and improve overall resource management. Efficient material handling at various assembly stages is essential for maintaining production continuity, minimizing delays, and ensuring product quality.
The aim of this project is to present a simplified model of the chair assembly process, with particular focus on the flow of materials during production. The model was developed in the Vensim environment using system dynamics principles, and serves as a tool for analyzing how resource consumption and operational parameters influence the performance and efficiency of the assembly process.
MODEL DESCRIPTION AND SYSTEM STRUCTURE
The chair production model includes the flow of materials from raw wooden components to finished products. It consists of two parallel component acquisition paths and one sequential path for assembly. Key roles are played by control variables and logical functions that determine system behavior over time.
|
Fig.1 Model |
|
|
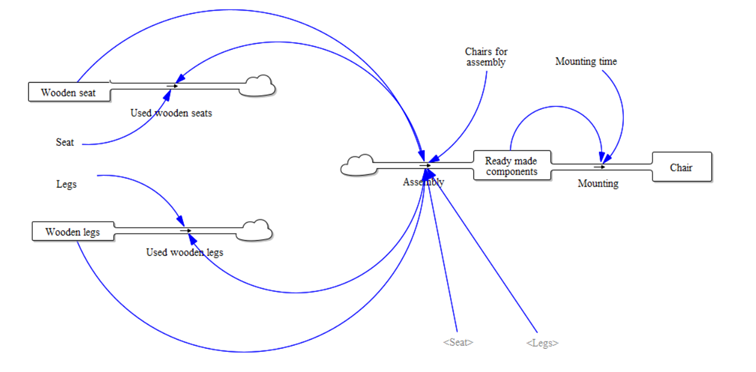
· Wooden seat = -Used wooden seats
Wooden legs = -Used wooden legs
These represent raw material stockpiles: wooden seats (initial: 100) and legs (initial: 400). They decrease over time depending on the Assembly variable. Depletion halts the assembling process and thus the entire production. They act as sources in the parallel stage of the system.
· Used wooden seats = Assembly * Seat
Used wooden legs = Assembly * Legs
These describe the amount of materials consumed per time unit. They are proportional to the number of chairs assembled in a given step. These variables directly affect resource levels – the higher the usage, the faster the depletion.
· Assembly = IF THEN ELSE(Wooden seat >= Chairs for assembly * Seat AND Wooden legs >= Legs * Chairs for assembly, Chairs for assembly, 0)
This is the key control element of material flow. Assembly is possible only when the stock contains sufficient seats and legs. It acts as a logic gate – the absence of any component blocks further processes (assembly). It synchronizes the parallel flows.
· Ready made components = Assembly - Mounting
This variable intermediates between the assembly and mounting stages, showing overload effects (e.g. slow mounting causes stockpiling).
· Mounting = IF THEN ELSE(Ready made components >= 1 / Mounting time, 1 / Mounting time, 0)
Describes the chair mounting rate. Value of 1 / Mounting time means one chair is assembled per time unit. If no ready sets are available, the variable becomes 0 and mounting halts. In the first phase, components flow steadily from stock to the assembly stage. This process only occurs when all necessary elements are available, enforced by the IF THEN ELSE function. This mechanism makes the system operate realistically, mimicking real-world situations where the lack of one component halts production.
SIMULATION RESULTS AND ANALYSIS
After building the chair production model, a simulation was conducted in the Vensim environment based on the defined variables and dependencies.
Baseline scenario parameters:
· Initial stock: 100 seats, 400 wooden legs
· Components needed per chair: 1 seat and 4 legs
· Number of chairs assembled per step: 1 unit
· Mounting time: 120 seconds per chair
Simulation flow:
In the first phase, components flow steadily from stock to the assembly stage. This process only occurs when all necessary elements are available, enforced by the IF THEN ELSE function. This mechanism makes the system operate realistically, mimicking real-world situations where the lack of one component halts production.
Component stocks are gradually depleted – each assembly cycle uses 1 seat and 4 legs. When components are lacking, assembly is halted automatically, stopping the entire material flow.
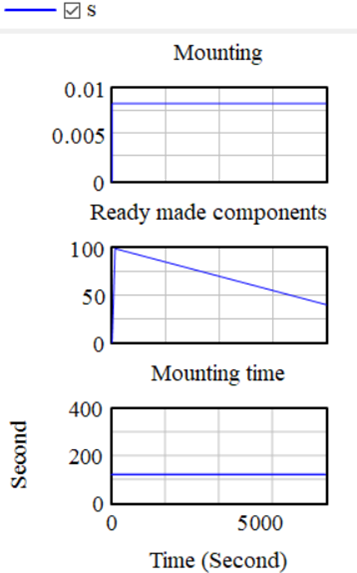
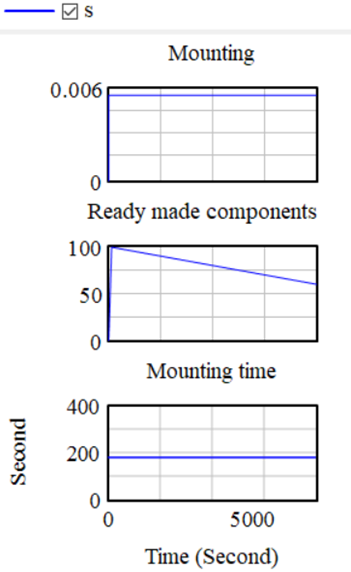
The Ready made components variable acts as a buffer – its value increases with assembly and decreases with mounting. When mounting time is too long (e.g. 180s), subcomponents accumulate. Shortening mounting time increases the rate of converting sets into finished chairs but also accelerates material usage.
The Mounting variable is also controlled by a logical condition – the process activates only if at least one complete set is available. The mounting rate is expressed as the inverse of mounting time (1 / Mounting time), ensuring realistic production speed.
|
|
|
|
Fig. 2 Mounting time 120 s |
Fig. 3 Mounting time 180 s |
No Comments