Material flow in a parallel production system
1. Introduction
Effective inventory management in parallel production systems is a key element in optimizing logistics processes, especially in conditions of fluctuating demand and supply uncertainty. Parallel systems, characterized by simultaneous operations at different stations, require precise synchronization of material flow and flexible response to disruptions.
2. Model description
The following model shows the flow of material in a parallel production system. This model was created using the Vensim simulation environment.
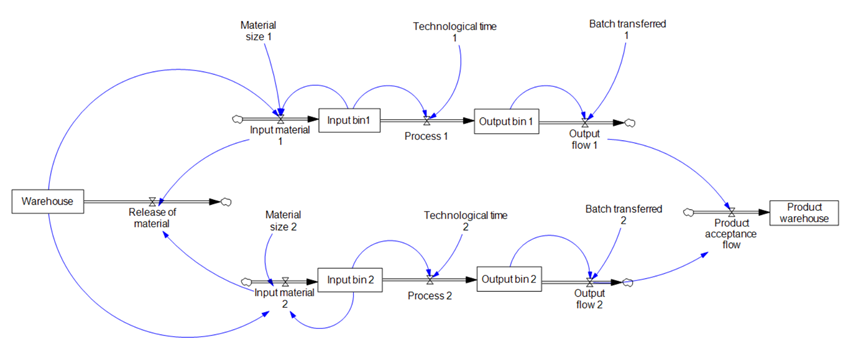
The model describes the flow of materials and products in a production system where materials are issued from the warehouse and directed in parallel to two technological processes. Each of these processes has its own input and output bins, and the finished products are transferred to the product warehouse. The following model shows the flow of material in a parallel production system. This model was created using the Vensim simulation environment.
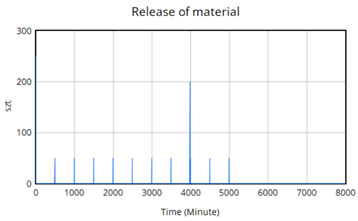
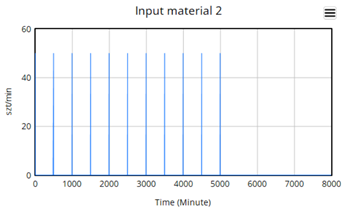
The active material issue flow from the warehouse (marked as Release of material) is the sum of the input flows to both processes (Input material 1 and Input material 2). The values of these flows are determined by the following relationships:
Input material 1 = IF THEN ELSE(Warehouse > Material size 1 AND Input bin 1 < 1,
Material size 1, 0)
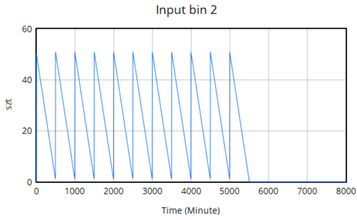
Input material 2 = IF THEN ELSE(Warehouse > Material size 2 AND Input bin 2 < 1,
Material size 2, 0)
where:
Warehouse – material stock level,
Material size 1, Material size 2– sizes of material transport batches collected,
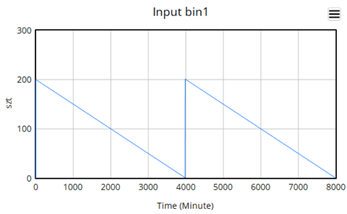
Input bin 1, Input bin 2 – stock level of input containers for processes 1 and 2.
These conditions ensure that material is only picked from the warehouse when the warehouse stock is greater than the batch size and the input container is empty (or below a specified threshold).
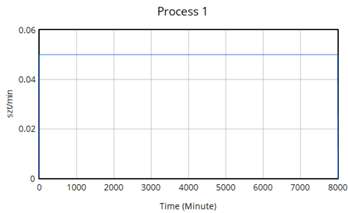
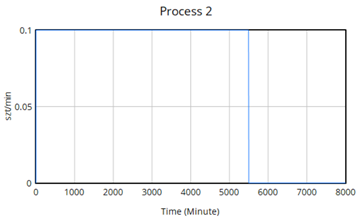
Each technological process (e.g., machine tool) processes material when there is sufficient raw material in the input hopper. The efficiency of process Process 1 is described by the equation:
Process 1 = IF THEN ELSE(Input bin 1 ≥ 1/ Technological time 1, 1/ Technological time 1, 0)
where:
Technological time 1 – technological operation time for process 1.
This means that the process only starts when there is a sufficient amount of material in the input hopper and the operation is performed at a specified capacity.
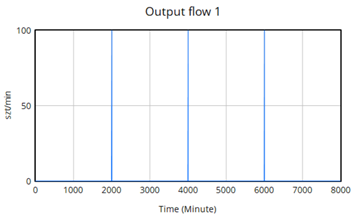
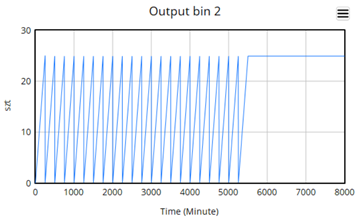
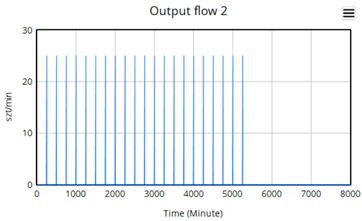
The processed products are sent to output containers and then to the product warehouse. The output flow from process 1 is described by the equation:
Output flow 1 = IF THEN ELSE(Output bin 1≥ Batch transferred 1, Batch transferred 1, 0)
where:
Output flow 1 – output flow of products from process 1,
Batch transferred 1 – size of the transport batch of products.
Similar equations apply to process 2. The inflows of products into the warehouse are the sum of the outflows from both processes.
The model assumes that:
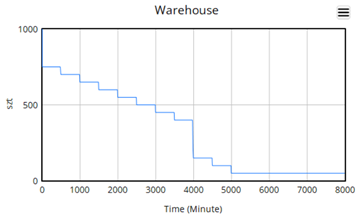
§ The number of items in stock (Warehouse) is 1000 units,
§ The size of the transport batch (Material size 1) in the first process is 200 units,
§ The size of the transport batch (Material size 2) in the second process is 50 units,
§ The stock level of the input container (Input bin 1) in the first process is 0 units,
§ The stock level of the input container (Input bin 2) in the second process is 0 units,
§ The technological operation time (Technological time 1) in the first process is 20 minutes,
§ The technological operation time (Technological time 2) in the second process is 10 minutes,
§ The stock level of the output container (Output bin 1) in the first process is 0 units,
§ The stock level of the output container (Output bin 2) in the second process is 0 units,
§ The batch size transferred from the output container (Batch transferred 1) in the first process is 100 units,
§ The batch size transferred from the output container (Batch transferred 2) in the second process is 25 units,
3. Simulation results
The following results were obtained:

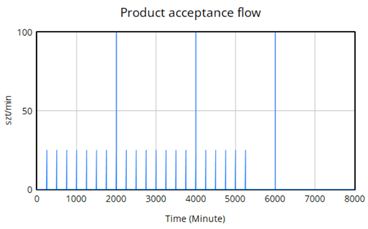
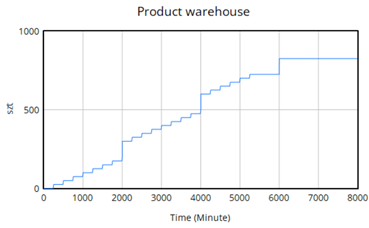
4. Conclusion
The simulation confirmed the correct operation of the parallel production system, where both processes – despite differences in parameters – ensured a stable flow of materials. The raw material warehouse was completely emptied thanks to synchronized batch collection: Process 1 used larger batches (200 pieces) every 20 minutes, while Process 2 collected smaller batches (50 pieces) more frequently, every 10 minutes, which resulted in the cyclical filling and emptying of intermediate containers. The differences in process characteristics were evident in the product warehouse – despite the initial 1,000 pieces of material, the final balance of 750 pieces resulted from the disproportion in the sizes of the output batches (100 vs. 25 pieces). Process 2, thanks to its shorter operation time, generated more frequent but smaller deliveries, while Process 1 delivered products less frequently but in larger quantities. Regular pulses in the final flow reflect the synergy of both lines, confirming that the model correctly maps a parallel system with processes having individual parameters that maintain their own dynamics while preserving the consistency of the entire system.
No Comments